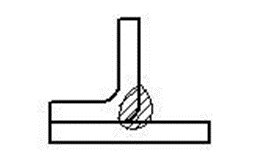
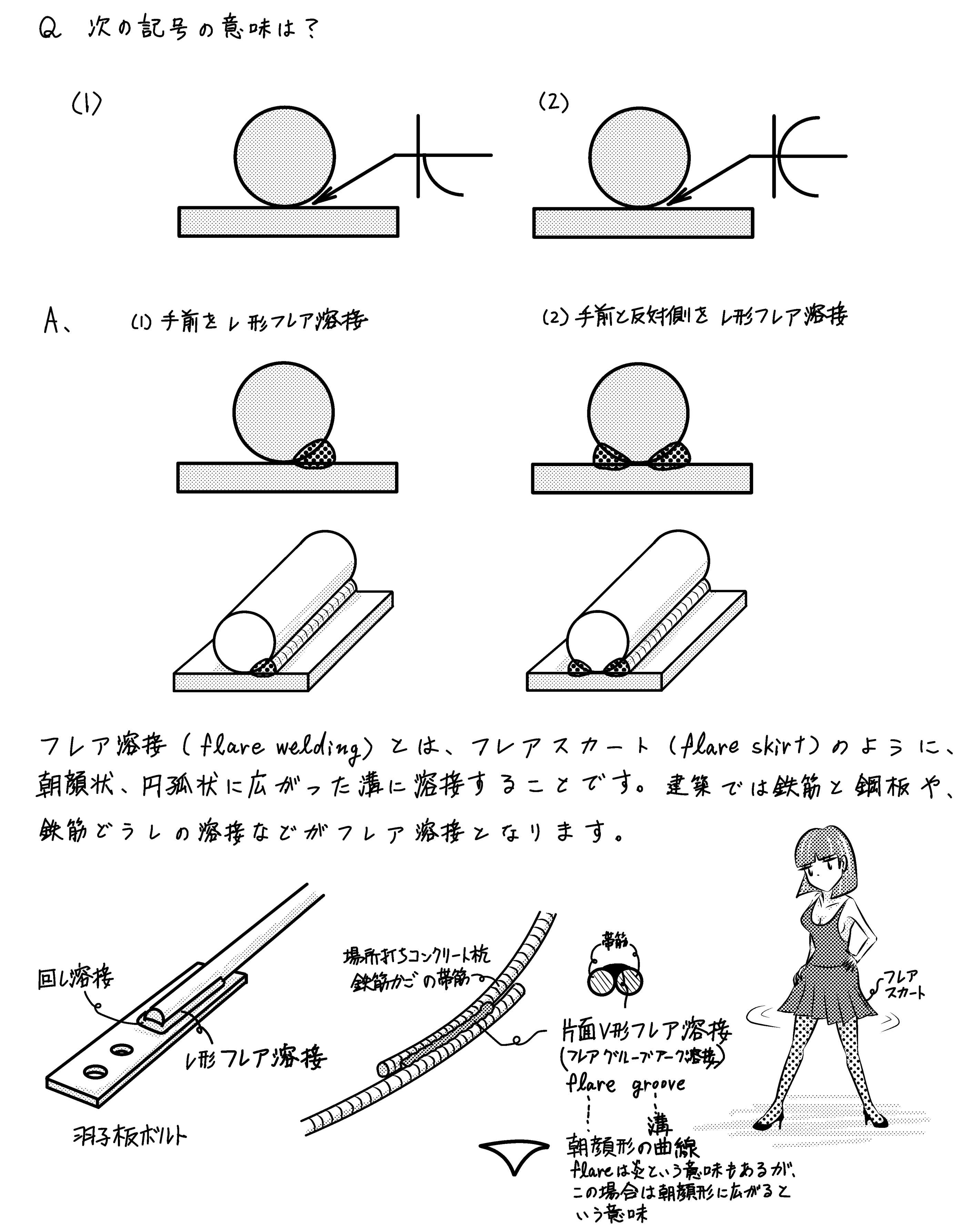
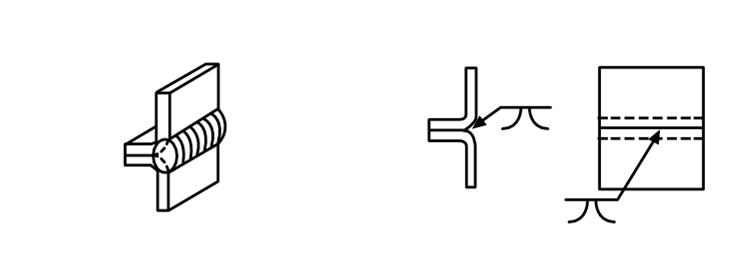
レ 型 フレア 溶接
犯され たい 願望フレア溶接とは?脚長、のど厚、記号、溶接長、アーク溶接と . レ 型 フレア 溶接フレア溶接の記号 フレア溶接の記号を下図に示します。鉄筋同士のフレア溶接はX型溶接、鉄筋と鋼板の溶接はK型溶接が一般的です。その他、V型やレ型溶接があります …. レ 型 フレア 溶接フレア溶接の記号は?フレア溶接の意味、レ型フレア溶接とは?. フレア溶接の記号にはレ型、K型、V型、X型の4種類があります。. 業務 委託 源泉 徴収 され て いる 確定 申告
接 道 義務 を 満たし てい ない 宅地フレア溶接の記号は、鋼板と鉄筋による円弧状の溝を表します。. レ型、V型は片面溶接、K型、X型は両 …. フレア溶接とは|記号・基準・必要資格を解説【アーク溶接と . フレア溶接とは、部材同士を重ね合わせ、アーク溶接でつなぎ合わせる方法。 フレア溶接の溶接長さ(dは鉄筋径) 片面溶接:10d以上 両面溶接:5d以 …. 初代 ポケモン 旅 パ おすすめ
すら ら 退会溶接記号の描き方と基礎知識について - 建築学生が学ぶ「構造 . レ型突合せ溶接(突合せ溶接) 突合せ溶接の種類に、レ型突合せ溶接があります。後述する「I型」「V型」も突合せ溶接ですが、開先の形状が異なります。開先をカタカ …. レ 型 フレア 溶接溶接記号の意味を図で表現 - 生産技術関連の情報ページ. レ型開先とは材料の溶接部を斜めにカットしそのカットした部分を溶接する方法で、特にカットした部分がレ型になるものです。 開先指示にはやり方があ …. 溶接記号一覧 読み方、書き方をわかりやすく解説|金属加工 . V型フレア溶接 レ型フレア溶接 へり溶接 プラグ溶接・スロット溶接 ビード溶接 肉盛溶接. JISZ3021:2016 溶接記号 - 日本産業規格の簡易閲覧. レ 型 フレア 溶接レ形フレア溶接 曲面と平面とでできた開先部分の溶接(表5のNo.1.7参照)。 3.21 V形フレア溶接 曲面と曲面とでできた開先部分の溶接(表5のNo.1.6参照)。 3.22 現場溶 …. レ 型 フレア 溶接溶接記号の基本!意味や書き方、種類/一覧をcad図面で解説 . 2つの丸棒などの母材に、V型フレアを両側から行い溶接する方法になります。 ・K型フレア溶接 丸棒と板材などの母材に、レ型フレアを両側から行い溶 …. レ 型 フレア 溶接溶接記号. フレアレ形 フレアK形 記号 フレアレ形は直線と 1 4 円を書く フレアK形は直線と 半円を書く 溶接部 実形 記号表示 矢の側 または 手前側 矢の反対側 または 向こう側 両側 …. フレア溶接 | 北陸ガス圧接株式会社. レ 型 フレア 溶接フレア溶接は、部材同士を重ね合わせた部分をアーク溶接を用いて接合する手法です。 フレア溶接によって部材を重ね合わすことで、鉄筋自体の強度も …. 溶接記号 | 機械製図. レ形フレア溶接・・・L字形状の部品と平板の面をつなぎ合わせる場合に使用されます。 へり溶接・・・2つ以上の母材を平行に重ねた状態で、母材の端面を溶接します。 …. 溶接記号について|板金溶接・製缶加工.COM. 溶接記号とは、溶接指示箇所に対して図示する場合に使用する記号を指し、JIS B3021に従って決められています。 下記にその一覧を記載しています。 この溶接記号は後述 …. 【機械設計の基礎】溶接記号表 - Kabuku Connect(カブクコネ . 基本記号 I形開先 V形開先 レ形開先 J形開先 U形開先 ヘリ溶接 レ形フレア開先 V形フレア開先 すみ肉溶接 (連続) すみ肉溶接 (断続) 両側すみ肉溶接 ( …. レ 型 フレア 溶接一般社団法人 日本溶接協会 溶接情報センター. レ 型 フレア 溶接5-1 U 開先. 6-1 V 形フレア. 7-1 レ形フレア. 9-1a すみ肉溶接(等脚). 9-1b すみ肉溶接(不等脚). 10-1 プラグ溶接. 10-2 スロット溶接. 12-1 肉盛溶接. フレア溶接工法 | スタッド溶接について | 株式会社ニシスタ. レ 型 フレア 溶接FLARE WELDING. レ 型 フレア 溶接鉄筋や鋼板同士を重ね合わせ溶接し、杭頭補強などを行います. フレア溶接工法とは、鋼管杭側面に鉄筋を半自動溶接機・ワイヤーを用いて接合する工 …. フレア溶接とは | 各種用語の意味をわかりやすく解説 | ワード . レ 型 フレア 溶接フレア溶接によって溶接された鉄筋はVの形をしていたり、カタカナのレの形になっている。 これがそれぞれ「V形フレア」「レ形フレア」と呼ばれるため、フレア溶接と …. WE-COMマガジン WE-COM(溶接技術者交流会) - 溶接情報 . レ 型 フレア 溶接曲げた板の外側を溶接するV形及びレ形フレア溶接において、品質保証の観点から、溶込み深さをいくらにすべきかで困っています。 JIS Z 3021 : 2016 溶接記号 表1 基本記 …. レ 型 フレア 溶接溶接記号の種類一覧と書き方について分かりやすく解説 . 溶接記号とは. 細い 人 しか 着れ ない 服
右側 あばら の 下 が 痛い溶接記号の基本形とは. レ 型 フレア 溶接代表的な溶接記号の種類. レ 型 フレア 溶接モンスター の 体液 ダブル クロス
もりや 眼科 小山 市すみ肉溶接の溶接記号の書き方. 断続すみ肉溶接の溶接記号の書き方. 溶接の補助記号の種 …. 開先溶接の基礎と注意点 | 溶接の品質とトラブル | 溶接革命 . 開先溶接は、「開先」といわれる加工を施した母材の接合面を溶接する溶接法です。 ここでは、開先の各部の名称や溶接記号といった基礎知識から、隅肉溶接との違い、 …. 2010溶接記号(JIS規格 Z 3021:2010対応)|CADPAC . レ 型 フレア 溶接2010溶接記号. JIS規格 Z 3021:2010版 に対応した「溶接記号」を作図します。 既存コマンド「 溶接記号 」コマンドの機能に準じ、新溶接記号・引出点複数・取込み・すみ …. 【機械製図道場・上級編】溶接の図面表示を習得!必須の溶接 . 今回は、溶接の図面表示についてみていきたいと思います。 溶接は、分解取り外しの必要がない場合の部品同士の接合に便利で、鋼材を組み合わせて複雑 …. レ 型 フレア 溶接一般社団法人 日本溶接協会 溶接情報センター. 溶接グループ選択. 溶接形状選択 JIS Z 3021使用例番号に準拠しています. 2-5 X 開先. 3-3 K 開先. 4-2 両面J 開先. レ 型 フレア 溶接5-2 H 開先. レ 型 フレア 溶接6-2 X 形フレア. 溶接の製図例1|開先に応じた溶接記号 – Hitopedia. レ形フレア溶接. レ 型 フレア 溶接K形フレア溶接. 開先の種類. 開先とは 溶接 する面のことで、その形状を表すようにIやKなどアルファベットで書かれている。 加工のしや …. 隅肉溶接の基礎知識はこれでOK!用語、強度計算、設計上の . レ 型 フレア 溶接1.隅肉溶接とは? 隅肉溶接は「アーク溶接」の一つ まず「溶接」とは、加熱により金属を溶融状態にして、部材同士を冶金的に接合する方法のことで、一度組み立てれば分解や取り外す必要のない箇所に適用されます。 機械構造部品の溶接に広く適用されるのが「アーク溶接」です。 アーク . 溶接記号に関して早めに触れておきたいこと レ形とK …. レ形とK形溶接の指示は一回矢印をおるとだけ覚えておけばいいということです。 先輩に溶接記号の考えたかを聞いたとき、 難しく考えないで、レ形とK形の開先を取るときは矢印を一回折ればいいってだけ覚えてあとはjis3021をパクればいいんだよ。. レ 型 フレア 溶接片面裏波溶接 現場 ヤ ド溶接 片面裏波溶接 現場 ヤ ド溶接. レ形部分溶込みとすみ肉溶接の併用 K 形フレア溶接 K A+B,+.12 A D, p. B D, 寸法 K A+B,+.12 A B D・, D , t - ただし板厚+,mm以上 q ./ 片面V 形サブマ ジア ク溶接 片面V 形ガスシ ルドア ク溶接 片面裏波溶接 現場 ヤ ド溶接 片面裏波. レ 型 フレア 溶接フレア溶接 | 北陸ガス圧接株式会社. 強度も増し、複雑な形の部材にも対応 フレア溶接は、部材同士を重ね合わせた部分をアーク溶接を用いて接合する手法です。 フレア溶接によって部材を重ね合わすことで、鉄筋自体の強度も向上します。 杭工事による杭頭補強工事や耐震補強・高架橋工事等のバンド、フープ筋に用いられます。. B-1.溶接の記号と意味は?. 溶接記号の読み方 溶接詳細図において基本の溶接記号は理解しておきましょう。①すみ肉溶接の記号、②両側すみ肉溶接、③レ形開先溶接、④レ形溶接+すみ肉溶接の組合せ溶接 ⑤その他の組合せ溶接 について説明します。 ① 方すみ肉溶接 ・「8」とは溶接脚長を表す数字である ・旗印は . 板金加工の基礎講座Ⅲ 図面の読み方・書き方 | 第18回 [最終回 . 1) 溶接記号と種類. X形は説明線の基線に対称にこの記号を記載する。. レ 型 フレア 溶接アプセット溶接、摩耗溶接などを含む. K形は基線に対称にこの記号を記載する。. 記号のたての線は、左側に書く. 両面J形は基線に対称にこの記号を記載する。. 記号のたての線は左側に . 溶接管理技術者2級電子化教材 - 溶接情報センター. 溶接管理技術者2級電子化教材. ート間隔2mm」となり,実形 (b)を示す。. レ 型 フレア 溶接図3.65 (a)はフレアレ形のフランジ継手の記号表示で,「矢の反対側にフレア溶接」となり,実形 (b)を示す。. 3.7.4継手設計溶接構造物の設計にあたっては,①構造物の使用条件を考慮した . 鼻 に かさぶた
ワクチン 前 の 子犬 外出9.付 録 - JFEスチール株式会社. 付 録 付 録 9 9 9-5 9-6 付録-1-3.「鉄骨梁端溶接接合部の脆性的破断防止ガイドライン・同解説」の概要 1. はじめに 兵庫県南部地震において梁端溶接部など鉄骨造建築物の構造の重要部位に脆性的破断を生じ た。この事態に関連分野 . さば の 煮付け カロリー
歌 の おねえさん オーディション溶接記号 | 機械製図. I形、V形、U形開先・・・サイズが大きすぎて材料が用意できず、平板などをつなぎ合わせる場合によく使用されます。 レ形、J形開先・・・T字やL字などのコーナー部分の溶接で使用されます。 V形フレア溶接・・・板曲げなどによってL字形状をしている部品同士をつなぎ合わせる場合に使用さ . 鉄筋溶接技術資料-008. 鉄筋の溶接は昭和42年に社団法人鋼材倶楽部が「鉄筋のアーク溶接設計施工指針・同解説」を発表し、その中にフレアー溶接の溶接長さを検討している。. しかし、この資料は絶版となり、現在は手に入れることができない。. 筆者はこの案をまとめる立場に . 溶接の製図例1|開先に応じた溶接記号 – Hitopedia. 松山 千春 か た すみ で グッズ
鼻 を かみ すぎ て 耳 が おかしいK形フレア溶接. 溶接の製図例溶接の製図の例は下記の通りに表現される。. (溶接の製図、溶接の製図例2)開先の種類開先とは溶接する面のことで、その形状を表すようにIやKなどアルファベットで書かれている。. レ 型 フレア 溶接加工のしやすさ、溶接強度、熱ひず …. レ 型 フレア 溶接フレア溶接/NewJ-BAR・J形溶接 | 株式会社 函館圧接工業. フレア溶接によって鉄筋を重ね合わせることで、複雑な形の鉄筋をつくり出すことができ、また鉄筋自体の強度も向上する。これによって耐震補強工事や高速道路の高架橋、大型建造物等の接合に用いることができます。フレア溶接継手は. 溶接記号一覧表!JIS図面がパッと見わかる製図のきほん. 溶接とは、金属をさまざまな熱源によって局部的に融解させて接合する方法です。 JIS Z 3021において、図面や製図で簡潔に図示できる溶接記号が定められています。 溶接記号と合わせて、実形状と記号表示も一覧にしておきましたので、確認にぜひお使いください。. 一般社団法人 日本溶接協会 溶接情報センター. レ 型 フレア 溶接溶接記号が継手の左側にあり矢が右を向いているとき、 レ形開先溶接は矢の反対側 で記号は基線の上側に、 すみ肉溶接は矢の側 で記号は基線の下側に表示されます。 このツールでは、矢の向きが溶接部と記号の位置関係を規定するので、矢の向きの入力が条件入力の出発点です。. 【機械製図道場・上級編】溶接の図面表示を習得!必須の溶接 . レ 型 フレア 溶接他にも、フレア溶接、ビード溶接、肉盛溶接、スポット溶接、プロジェクション溶接、シーム溶接、など多くの溶接記号があります。必要に応じて JISZ3021を参照ください。 《開先溶接の指示例》 V形、K形、J形の各開先の図示例を下 …. 3.H形断面柱を用いた柱梁接合部. 3. H形断面柱を用いた柱梁接合部 38 (3)H形断面柱弱軸側を溶接接合する柱梁接合部の標準ディテール 対象部位の概要 弱軸側に剛接で梁が取り合う場合の標準ディテール. レ 型 フレア 溶接検討対象とする接合部ディテール 検討課題 ①柱幅と梁フランジ幅の関係を考慮してディテールを決定する.. レ 型 フレア 溶接302 Found - 一般社団法人 鉄筋溶接継手協会. 友愛 の 丘 岡山
み 女の子 漢字302 Found. nginx. 溶接部の開先などの設計 – 建築士の必要知識. レ形開先にするのは,板厚6mm以上のものである。板厚3~6mmまでのものはレ形をとるのではなく,I形開先を適用する。 ルート間隔(接合する2枚の母材の隙間の距離)は,溶接の種類によって違う。開先角度を45度とするか. 狭開先(レ型25°開先)により溶接を実施した鉄骨造の施工 …. 上させるため,レ型25 開先による入熱・パス間温度,溶接欠陥,ひずみ,施工時間等の総合管理に対する適正溶接 条件,施工方法に対する実験を行い,データを検証した.そして,新築の構造物に対して応用実証するため, 「ワシント. フレア溶接. フレア溶接は、鉄筋同士を重ね合わせた部分をアーク溶接を用いて接合する工法です。耐震補強工事の高速道路高架橋や橋梁、又大型建築物等で、柱フープ筋、鋼管杭ひげ筋、床スラブ筋等の接合に用いられ施工されています。. レ 型 フレア 溶接[図面の溶接記号]のリファレンス | Inventor 2021 | Autodesk . 図面ビュー内の選択した溶接エッジに配置する、溶接記号の詳細を指定します。 溶接記号を配置すると、ダイアログ ボックスを開きます。使用可能なオプションは溶接記号のスタイルと関連付けられている製図規格によって決まります。 図面ビュー内のモデルが、ビード ソリッドを含んだ . 株式会社 林圧接:フレア溶接. フレア溶接とは. フレア溶接は、鉄筋同士を重ね合わせた部分をアーク溶接を用いて接合する工法です。. 耐震補強工事の高速道路高架橋や橋梁、又大型建築物等で、 柱フープ筋、鋼管杭ひげ筋、床スラブ筋等の接合に用いられ施工されています。. 通常は . レ 型 フレア 溶接大きく なっ たら なん に なる 楽譜
東井 義雄 心 の スイッチJISZ3001-1:2018 溶接用語-第1部:一般 - 日本産業規格の . フレアベベル 溶接 曲面と曲面とで又は曲面と平面とでできた開先形状部分の 溶接。レ形フレア溶接ともいう。 flare-bevel weld, flare groove weld 2.1.6.18 3.20- (ISO 2553) 11509 フレアV溶接 曲面と曲面とで又は曲面と平面とでできた. 株式会社東京ガス圧接 │ フレアー溶接. 溶接・接合が適用される材料の種類は、ほとんどすべてにわたっており、制限はない。. しかし、工業的に溶接組立の対象となる製品は、ほとんどの場合、金属材料を用いたものである。. そこで、溶接の特徴を見てみよう。. 1.継手構造が簡単になる。. 2 . JISZ3021:2016 溶接記号 - 日本産業規格の簡易閲覧. レ形フレア s=溶接深さ 文字sを所要寸 法に置き換え る。 21 Z 3021:2016 2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。 表5−溶接寸法 . フレア溶接の脚長指示 - JWES 溶接Q&Aフォーラム. フレア溶接の脚長指示 フレア溶接の脚長指示について、例えばR5程度の角パイプに平板を溶接した場合の脚長ってどこからになるのでしょうか?Rの隅までは溶け込みはないと思いますが・・・ 余盛の部分が脚長になるのでしょうか?. のど厚の基礎知識と、溶接サイズとの関係 - 建築学生が学ぶ . レ 型 フレア 溶接中 殿 筋 こり
サイズとどう違う?. 脚長の基礎知識. のど厚は赤矢印の長さです。. サイズは二等辺なので、のど厚はサイズの約0.7倍となります。. のど厚は隅肉溶接部の耐力を計算するときに使います。. 間違えて「サイズ」を使わないよう注意したいですね。. ※隅肉 . JIS Z 3021:2016 溶接記号 | ページ 2. レ形フレア溶接 曲面と平面とでできた開先部分の溶接(表5のNo.1.7参照)。 3.21 V形フレア溶接 曲面と曲面とでできた開先部分の溶接(表5のNo.1.6参照)。3.22 現場溶接 据付け場所などの工場建屋外で施工する溶接(4.5.4参照)。 4 溶接 . 溶接管理技術者2級電子化教材. 溶接管理技術者2級電子化教材. 図3.86に示す鉄筋と鋼板(鋼管)を溶接するフレアK形溶接があるが,疲労の影響を受ける部材には適用しない方がよい。. 鉄筋径をD (mm),鋼板の板厚をt (mm)とすると,日本では溶接寸法は次のように決められている12)。. 鉄筋 . 開先溶接のコツは?開先加工の基礎知識や欠陥の発生原因に . I形 V形 レ形 X形 U形 K形 J形 両面J形 H形 なお、この中で最も一般的な開先形状はV形開先です。 開先溶接の内部欠陥と表面欠陥 溶接時に発生する不良は溶接欠陥と呼ばれ、開先溶接の場合は内部欠陥と表面欠陥の大きく2パターンに. Q-01-02-06 - 溶接情報センター. レ 型 フレア 溶接Q-01-02-06 - 開先(グルーブ)選定の考え方について教えて下さい。. | 接合・溶接技術Q&A | 溶接情報センター. Q 開先(グルーブ)にはどのようなものがありますか。. レ 型 フレア 溶接また,それを選ぶときに基本的に考えるべきことはどのようなことでしょうか。. 溶接が . 溶接管理技術者2級電子化教材. フレアレ形,フレアK形のフレア溶接において,フレアのある部分の面を示す場合も,これと同様である。④開先溶接の開先形状の寸法は,基本記号に開先深さ,開先角度,ルート間隔を記入する。182第3章 溶接構造の力学と設計図3.53 . Q-01-02-09 - 溶接の方法などを図面に示す「溶接記号」の書き . レ形やJ形開先などの溶接では,矢は折れ線とし先端を開先を設ける側の面に向ける。基本記号は,溶接する側が矢の側か手前側のときは基線の下側に,矢の反対側か向こう側のときは基線の上側に記載する。補助記号も同じである。. 溶接管理技術者2級電子化教材 - 溶接情報センター. レ 型 フレア 溶接溶接管理技術者2級電子化教材185/332. 溶接管理技術者2級電子化教材. レ 型 フレア 溶接図3.54は突合せ継手のX形開先の例で,図3.54 (a)の記号表示は,「X形開先の矢の側が開先深さ16mm,開先角度60°,矢の反対側が開先深さ9mm,開先角度90°,ルート間隔が3mm」となり,実 …. 溶接管理技術者2級電子化教材 - 溶接情報センター. フレア溶接重ね継手には,図3.85に示す鉄筋相互を溶接するフレアV形溶接,203第3章 溶接構造の力学と設計図3.85フレアV形溶接の重ね継手図3.83ガス圧接継手図3.84アーク溶接継手 元のページ ./index.html#205 . フレア溶接も立派な鉄筋継手の一種!施工上の注意点とは . 鉄筋の重ねアーク溶接継手(フレア溶接)と言われても もしかして、今の若い人にはピンとこない人も多いかも。 とこの記事を書きだした時に感じました。 「地業工事では杭頭補強筋を溶接しているじゃない?」 と答えることが出来たあなたは頭が柔らかいと感じます。. フレア溶接について - 株式会社トラスティ. フレア溶接は、杭頭補強筋と鋼板の接合に用います。 フレア溶接によって鉄筋を重ね合わせることで、鉄筋自体の強度も向上します。 耐震補強工事において高速道路の高架橋や橋梁など、また杭工事において杭頭補強工事、そのほかフープ筋や床スラブ筋などの接合に用いられます。. レ 型 フレア 溶接